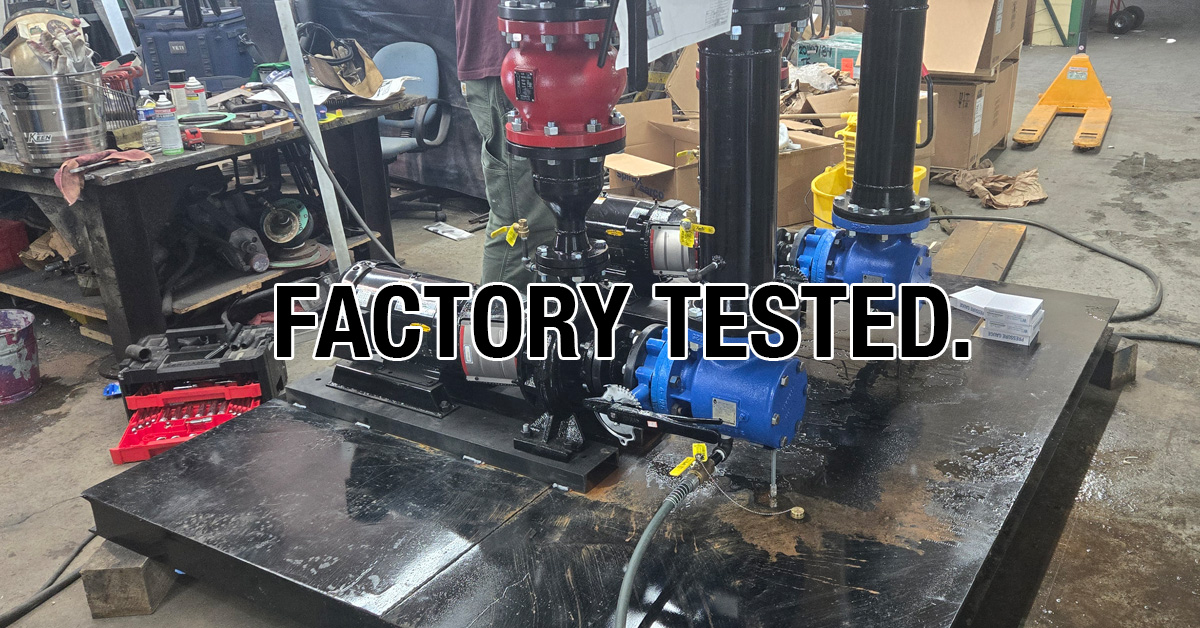
Factory testing is one of those phrases that gets used so often it has started to lose meaning. Every fabricator says the system was tested before it shipped. What that means in practice varies enormously. At one end of the spectrum it means someone powered up the controls panel and confirmed the lights came on. At the other end it means the system was run under simulated load conditions, pressures were verified at every test point, controls were cycled through every operating mode, alignment was confirmed on every rotating component, and anything that did not match the spec was corrected before the crate was closed.
FabPro Systems operates at the second end of that spectrum. Here is what that actually involves and why the difference matters to the engineer, the contractor, and the owner who is paying for the installation.
Why factory testing exists in the first place
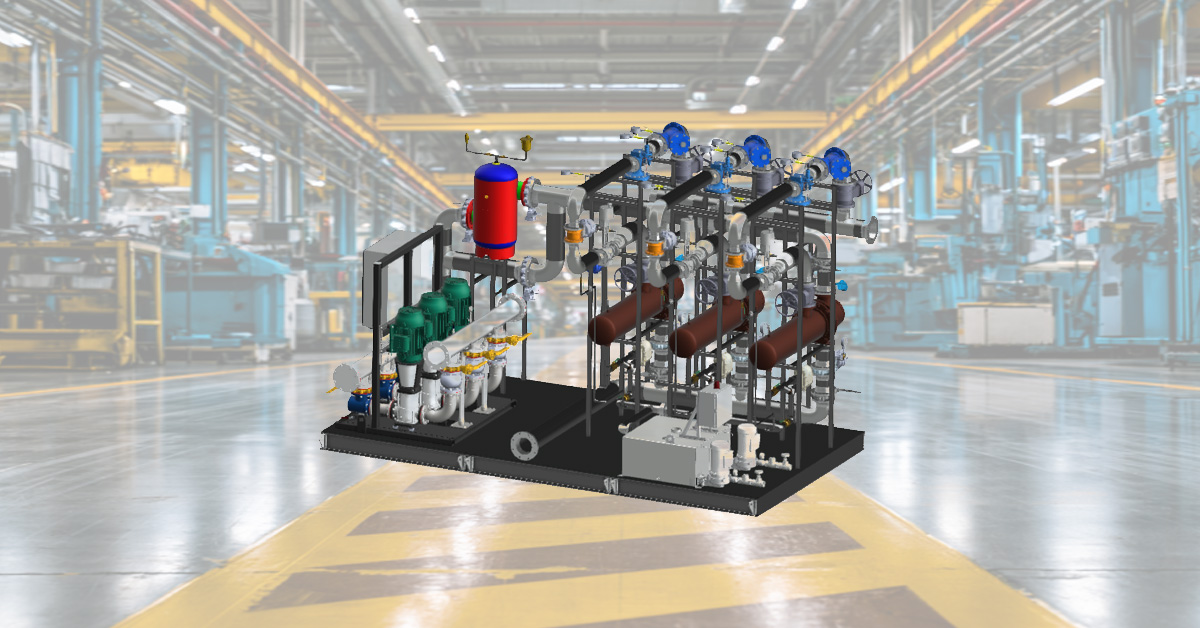
A packaged mechanical system arrives on site as a finished product. That is the entire value proposition of the packaged approach. The owner gets a system that was engineered, fabricated, and assembled in a controlled environment and delivered ready to connect. The installation team makes the piping, electrical, and control connections and the system starts up.
That outcome depends entirely on the system being correct when it leaves the factory. A field-assembled system has the advantage that problems discovered during commissioning can be corrected on site, with the full mechanical room accessible and trades available to make changes. A packaged system that arrives with a problem is a fundamentally different situation. The system is closed. The piping is complete. The wiring is inside the enclosure. Correcting something significant after delivery means either returning the system to the factory or doing significant field disassembly work that was specifically supposed to be unnecessary.
Factory testing is the process that catches those problems before they become that situation.
“A packaged system that arrives with a problem is a fundamentally different situation than a field problem. Factory testing is what closes that gap. It is not a courtesy. It is a requirement of the packaged approach done correctly.”
What FabPro verifies before the crate is closed
1
Pressure testing and leak verification
Every piping system is pressure tested before the skid ships. Test pressures are held for a defined duration and every joint, fitting, and connection is inspected. A leak discovered in the factory takes minutes to repair. The same leak discovered after installation, inside a completed enclosure on a rooftop, is a very different problem. Pressure testing documentation is provided with the system and available to the engineer and owner of record.
2
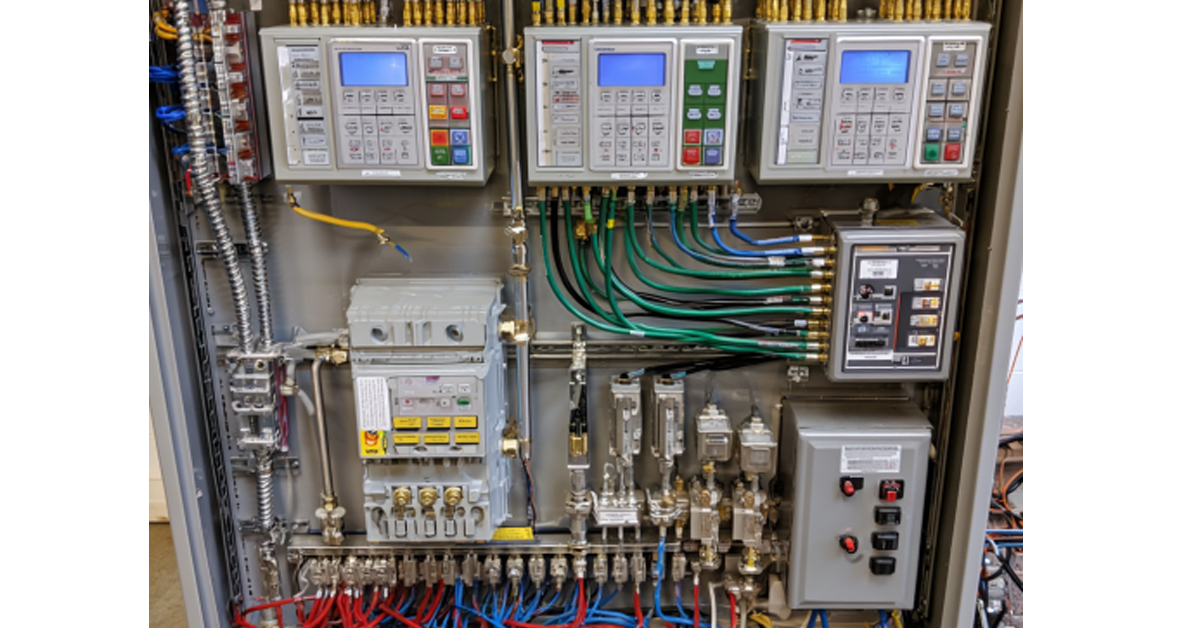
Controls verification and sequence of operations confirmation
Every control point is verified against the sequence of operations specified for the system. Start sequences, stop sequences, alarm conditions, lead-lag operation, fault switchover, and any custom logic specified for the application are cycled through and confirmed. A control panel that looks correct on a wiring diagram and behaves incorrectly under power is a commissioning problem that belongs in the factory, not on the job site.
3
Pump and rotating equipment alignment
Alignment on every pump and rotating component is verified and documented before shipment. Misalignment is one of the primary causes of premature bearing failure and vibration in packaged pump systems. A system that arrives in alignment and is installed on a level, properly supported foundation will deliver its design service life. One that arrives misaligned, or that shifts during transit, will not. FabPro verifies alignment at the factory and packages systems to protect that alignment during shipping.
4
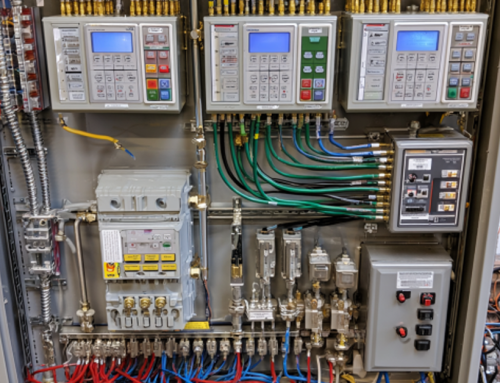
Electrical verification and single-point power confirmation
Every electrical connection inside the enclosure is verified. Terminations are confirmed against the wiring diagrams. The single-point power connection is tested. Overcurrent protection, grounding, and any VFD or soft-starter configurations are confirmed against the electrical specification. The goal is a system where the electrician makes one connection on site and the controls come up correctly.
5
Functional run test
Where the application and factory conditions permit, the system is run under power and the functional performance is verified against the design parameters. Flow, pressure, temperature, and amperage readings are taken and compared to the design values. Deviations are investigated and resolved. The system that leaves the factory has been confirmed to operate. Not assumed to operate.
What the documentation looks like
Testing without documentation is an assertion. Testing with documentation is a record. FabPro provides a test and inspection package with every system that includes pressure test records with hold times and pass or fail results, controls verification checklist with each sequence confirmed, alignment readings for all rotating equipment, electrical verification sign-off, and functional run test data where applicable. That documentation travels with the system and is available to the engineer, the owner, and the commissioning agent before startup.
When the startup technician arrives on site, they are not beginning blind. They have a record of what the system did in the factory. That record is the baseline against which startup performance is evaluated, and it significantly compresses the time required to commission a system that was built and tested correctly.
What this means for the project team
For the engineer, it means the system that arrives on site is the system that was specified. For the contractor, it means startup is a connection and confirmation exercise rather than a discovery process. For the owner, it means the first day of operation is not the first day the system has ever been run.
FabPro Systems designs and fabricates custom packaged mechanical systems for commercial, institutional, and industrial applications nationally. From spec to system, tested before it ships. Reach out early and we will build the testing protocol into the project documentation from the start.
Specifying a packaged mechanical system?
FabPro Systems factory tests every system before it ships. Pressure testing, controls verification, alignment confirmation, electrical sign-off, and functional run test. Documentation provided with every system. Reach out early and we will build the testing protocol into your project from the start.
References
1. ASME B31.3. Process Piping Code. Governs pressure testing requirements for process piping systems including test pressures, hold times, and inspection procedures. Applicable to packaged mechanical systems with process piping. asme.org
2. Hydraulic Institute. Pump Installation, Operation, and Maintenance Standards. Covers alignment requirements, acceptable tolerances, and alignment verification procedures for centrifugal and other pump types. pumps.org
3. NEMA. Standards for Industrial Controls and Systems. Covers wiring, termination, and electrical verification requirements for industrial control panels. nema.org
4. ASHRAE. Commissioning Process for Buildings and Systems (Guideline 1.1). Covers the relationship between factory testing documentation and field commissioning, including the use of factory test records as commissioning baselines. ashrae.org



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment