When a mechanical system needs to be installed in a commercial, institutional, or industrial facility, there are two ways to approach it. The components can be delivered to the site and assembled in the field by the installation trades, or the system can arrive as a factory-assembled, tested, and documented package ready to be set, connected, and started up. Both approaches work. They do not work equally well in every situation, and understanding the difference is what allows engineers and project managers to specify the right approach before the project goes to bid rather than discovering the wrong one during construction.
What a packaged mechanical system is
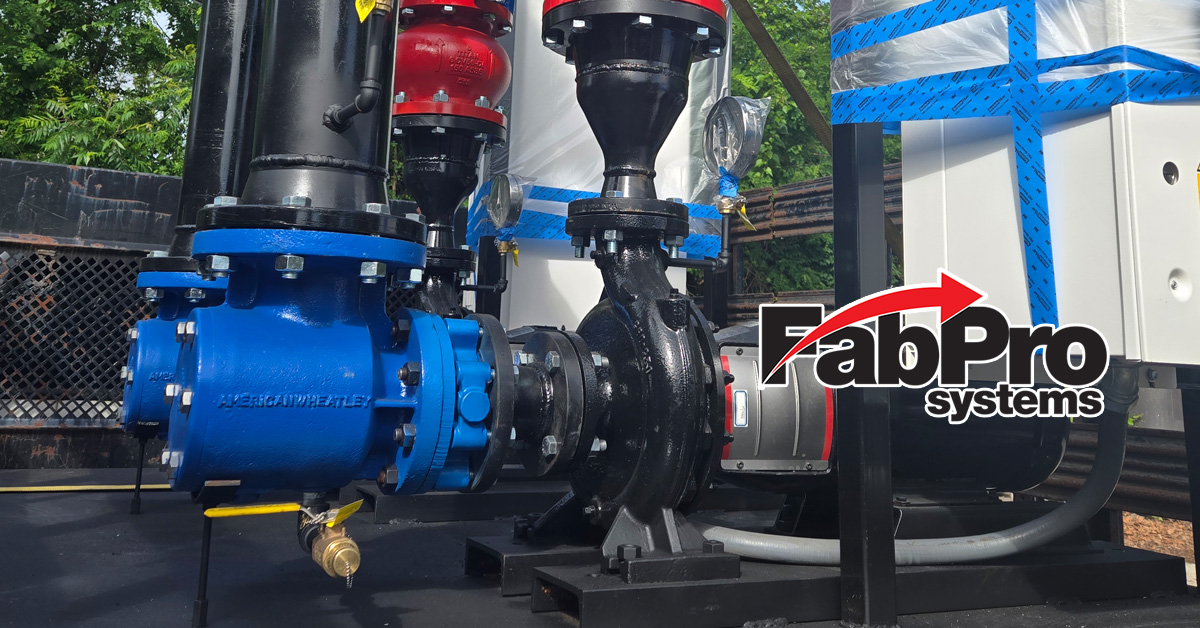
A packaged mechanical system is a mechanical assembly that is engineered, fabricated, and tested in a controlled factory environment before it is delivered to the installation site. The package typically includes the primary mechanical equipment, the interconnecting piping and valves, the electrical wiring and controls, the instrumentation, and any ancillary systems required for the application, all mounted on a common structural base or within an enclosure.
The critical distinction between a packaged system and a collection of components is that the packaged system has been assembled and tested as a complete unit. The piping connections have been made and pressure tested. The controls have been wired and the sequence of operations has been verified. The rotating equipment has been aligned and that alignment has been documented. When the package arrives on site, the installation team is not assembling a system. They are placing a finished product and making the field connections that tie it into the building infrastructure.
That distinction matters because the work that happens in the factory and the work that happens in the field are not equivalent. Factory assembly happens in a controlled environment with the right tools, the right lighting, and the full attention of the fabrication team on a single system. Field assembly happens in whatever conditions the site presents, with trades coordinating around each other’s schedules, with the system open to the environment during construction, and with the commissioning process happening on a timeline driven by the overall project schedule rather than by the readiness of the system.
When field assembly is the right approach
Field assembly is not the wrong answer for every project. For large, complex mechanical systems that cannot be practically factory assembled and shipped as a single unit, field assembly is necessary. Central plant equipment, large boiler room installations, and mechanical systems that are deeply integrated with the building structure are typically field assembled because the scale and complexity of the system makes factory packaging impractical.
Field assembly also makes sense when the installation site is readily accessible, the mechanical room is appropriately sized for the equipment, the project schedule allows adequate time for field coordination and commissioning, and the trades involved have the experience and availability to execute the installation correctly.
When the packaged approach makes more sense
The packaged approach earns its place in four types of situations that come up regularly in commercial, institutional, and industrial construction.
Constrained sites and outdoor installations. When there is no mechanical room, when the mechanical room is too small to accommodate field assembly of the system, or when the equipment needs to live outdoors in all weather conditions, factory packaging solves a problem that field assembly cannot. A factory-assembled, weatherproof enclosure that arrives on site ready to connect is not a workaround for a constrained site. It is the right solution for that site, engineered from the start for the conditions it will operate in.
Schedule-driven projects. Field assembly of a complex mechanical system requires coordination between multiple trades over an extended period. When the project schedule is tight or when mechanical room access is limited during the construction phase, a packaged system that arrives complete and requires only field connections to be made compresses the installation timeline significantly. The critical path for a packaged system installation is the factory lead time, not the field labor schedule.
Quality-sensitive applications. When the consequences of a commissioning problem are significant, the assurance that comes from factory testing is valuable. A system that has been run, tested, and documented in the factory arrives on site with a baseline of confirmed performance that the commissioning agent can verify against. The startup process becomes a confirmation exercise rather than a discovery process.
Remote or difficult-access locations. Rooftop installations, remote industrial sites, and locations where skilled trades are not readily available all favor the packaged approach. The factory does the complex assembly work. The field work is limited to placement and connection, which requires less specialized skill and less time on site.
“The decision between field assembly and factory packaging is not a preference. It is an engineering decision that should be made based on the site conditions, the schedule, the quality requirements, and the consequences of a commissioning problem. Making it early produces better outcomes than discovering it late.”
What factory testing actually means in a packaged system
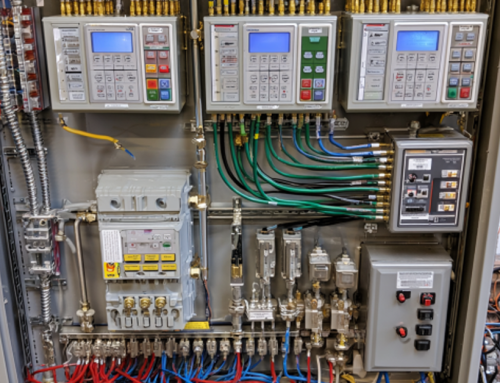
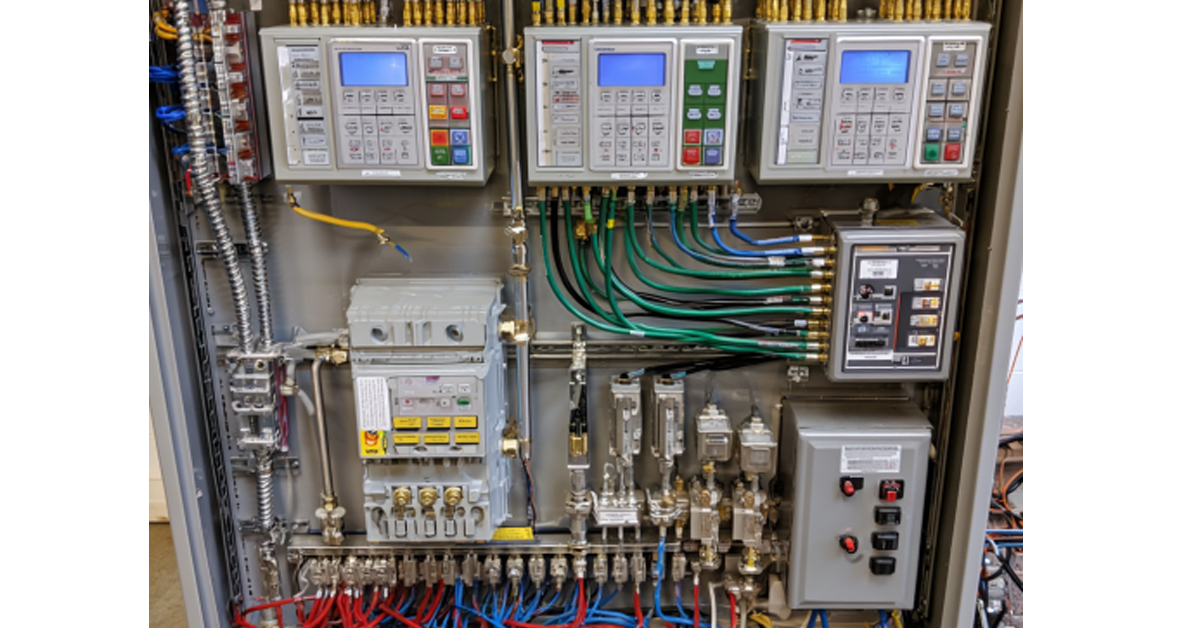
Factory testing is one of the claims that gets made about packaged systems without always being backed up by a rigorous process. When FabPro says a system was factory tested before it shipped, that means pressure testing of all piping with documented hold times and inspection of every joint, controls verification cycling through every sequence of operations including start, stop, alarm conditions, and fault switchover, alignment verification on every rotating component with readings documented, electrical sign-off confirming every termination and the single-point power connection, and a functional run test where application conditions permit with flow, pressure, and amperage compared to design values.
Documentation for all of those tests ships with the system and is available to the engineer, the owner, and the commissioning agent before startup. That documentation is the baseline for commissioning, and it is what allows the startup process to be a confirmation exercise rather than a discovery process.
Single-point connections and why they matter
One of the most practical advantages of a well-designed packaged system is the single-point utility connection. Rather than running multiple electrical circuits, multiple piping connections, and multiple control wiring runs to individual components in the field, the packaged system consolidates all of those connections inside the factory-assembled enclosure or skid. The field electrician makes one electrical connection. The mechanical contractor makes the piping tie-ins at defined connection points. The controls connections are pre-wired and documented.
That consolidation reduces the installation time, reduces the coordination required between trades, and reduces the number of field connections that need to be inspected and verified during commissioning. It also produces a system where every internal connection was made in a controlled factory environment rather than in the field, which is where most installation errors occur.
What to bring to the conversation early
The packaged approach produces the best results when the application is understood before the design is started. FabPro’s engineering team works from the application requirements, not from a parts list. What does the system need to do? In what environment? Under what operating conditions? With what constraints on space, access, service clearances, and utility connections? Those questions drive the design. The parts list follows from the answers.
The earlier that conversation happens, the more the packaged approach can do. A system designed around the actual site constraints and application requirements from the start is a fundamentally different product from a system designed to a generic specification and then adapted to the site during installation.
FabPro Systems designs and fabricates custom packaged mechanical systems for commercial, institutional, and industrial applications nationally. Pump skids, heat transfer systems, outdoor enclosures, modular boiler room packages, and custom fabrications for applications where the standard field-built approach is not the right answer. Reach out early and we will help you determine whether the packaged approach is right for your project and what it would look like.
References
1. ASME B31.3. Process Piping Code. Governs pressure testing requirements for process piping systems in packaged mechanical systems. asme.org
2. Hydraulic Institute. Pump Installation, Operation, and Maintenance Standards. Covers alignment requirements and verification procedures for centrifugal pumps in packaged systems. pumps.org
3. NEMA. Standards for Iyesndustrial Controls and Systems. Covers wiring, termination, and electrical verification requirements for industrial control panels. nema.org
4. ASHRAE. Commissioning Process for Buildings and Systems, Guideline 1.1. Covers the relationship between factory testing documentation and field commissioning. ashrae.org



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment